

hlinzeka ngama-electrode wokushisela ensimbi engagqwali aws e308 e308l
Izici kanye nezicelo
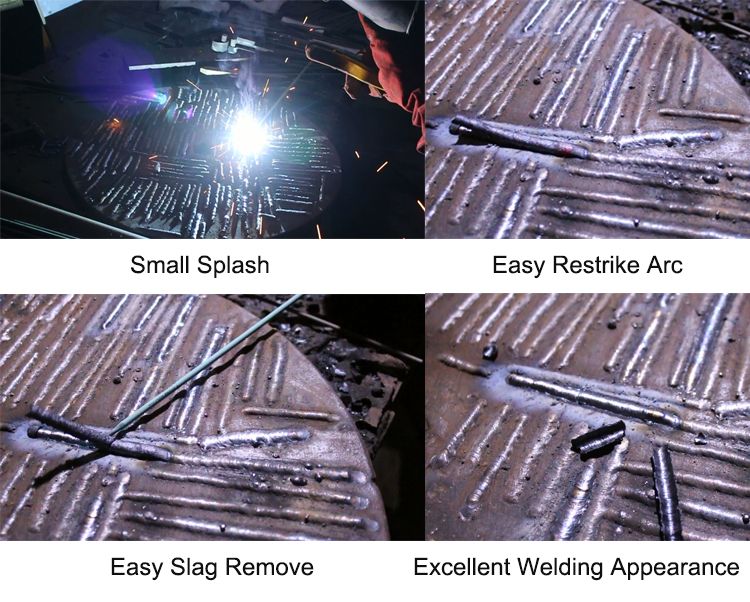
I-TheweldmetalofE308/308Lisa19Cr-10Ni austenite microstructure equkethe i-limitedō ferrite.Ukukhishwa okuhle kakhulu kwe-inslag, ukubukeka kobuhlalu be-weld, ukushisela, ukumelana nokugqwala emazingeni okushisa aphezulu konke kuyatholakala.Ifanele ukushiselwa kwensimbi ye-AlS1-304, insimbi ye-AlSI-301 nensimbi ye-AISI-302 kuzo zonke izikhundla.
Isisekelo esifanele se-metalforE308/308L: ipuleti elincanyana elingenasici, ayindilinga, ipayipi, ipayipi elingenamthungo, ipayipi elishisayo, ipuleti lomkhumbi ocindezelayo, ibha yensimbi, i-forge.
Amanothi ngokusetshenziswa
1.Hlanza ukungcola emseleni wensimbi bese udlula ngebhulashi lensimbi engagqwali
I-2.Ukugcina i-arclength emfushane ngangokunokwenzeka kunconywa kakhulu.Ngenkathi i-welding isebenzisa indlela yokuluka, ibanga elinyakazayo kufanele lilawulwe phakathi nezikhathi ezi-2.5 ze-diay yocingo.
3. Sula ama-electrode ku-250 ~ 300℃ imizuzu engu-60 ngaphambi kokuwasebenzisa.Khipha izinto ezisetshenziswayo ukuze zisetshenziswe isigamu sosuku futhi ugcine endaweni ezungezile ku-100 ~ 150 ℃ ngesikhathi senqubo yokushisela.
4.Sebenzisa amandla aphansi ukuze uvimbele ukuqhekeka nokunciphisa ukuhlanjululwa kwensimbi okuyisisekelo.
Incazelo
| Imodeli | GB | AWS | Ububanzi(mm) | Uhlobo Lokunamathela | Okwamanje | Isebenzisa |
| I-CB-A102 | E308-16 | E308-16 | 2.5-5.0 | Uhlobo lwe-Lime-titania | DC | Isetshenziselwa ukushisela izakhiwo ezimelana nokubola0cR19Ni9 kanye ne-0Cr19Ni11Ti yensimbi engagqwali ngaphansi kuka-300︒C |
Ukwakhiwa Kwekhemikhali Kwensimbi Ebekiwe (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
Izakhiwo Zemishini Yensimbi Ebekiwe
| Amandla Okuqina (Mpa) | Ubude(%) |
| 570 | 45 |
Ukupakisha


Imboni Yethu


Umbukiso








Isitifiketi Sethu









